1. Basic principle of lithium ion battery
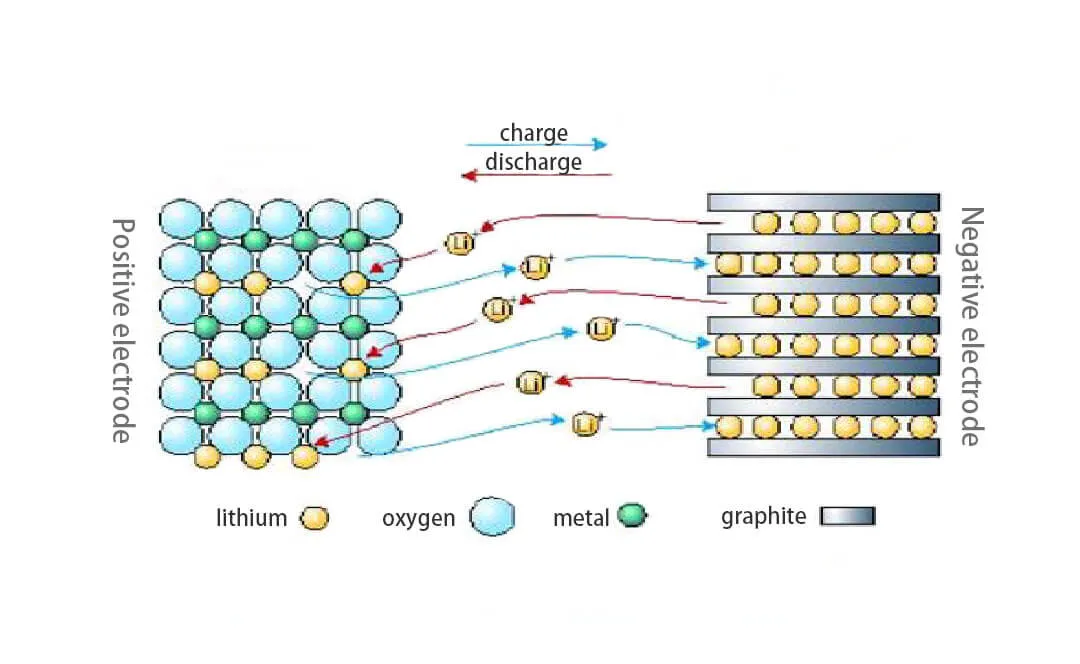
Take lithium cobalt-graphite system as an example:
What happens at the anode
LiCo02 =Li1-xCo02+ xLi+ + xe– (electron)
What happens at the cathode
6C +xLi ++xe– (electron) =LixC6
2. basic structure of lithium ion battery

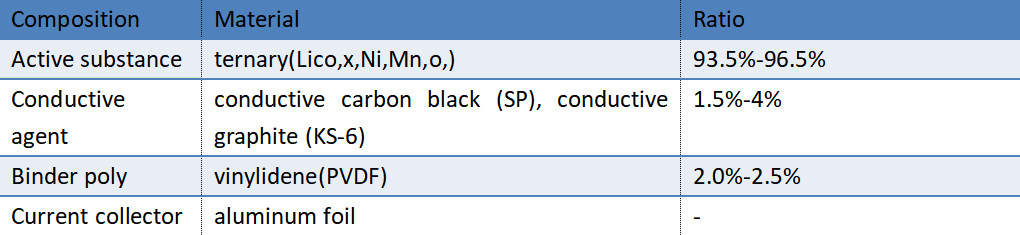
2.1 anode structure of lithium ion battery
Active substance + conductive agent + binder + current collector (aluminum foil)
anode formula:

2.2 cathode structure lithium ion battery
Active substance + conductive agent + thickener + binder + current collector (copper foil)
cathode formula:

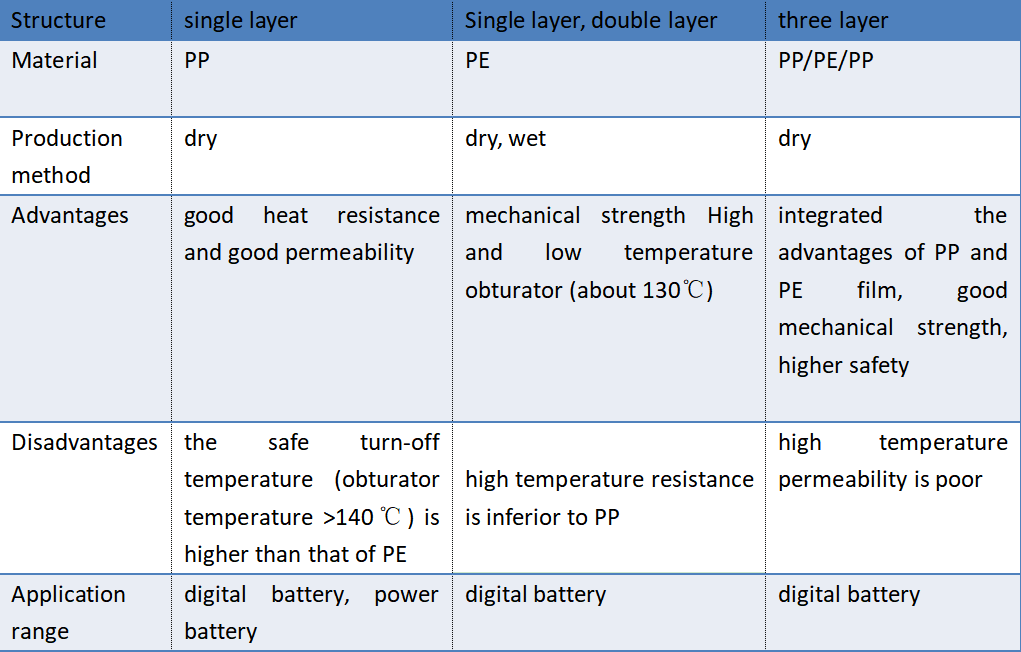
2.3 Separator Structure lithium ion battery
Structure and characteristics of polyolefin separator

3 Control points of each working process
3.1 Mixing:
The content of working process:
Anode (cathode) slurry preparation, is a mixing process of material including anode (cathode) active substance, conductive agent, binder and other anode (cathode) substance.
Specifically, mixing is a process that putting the active material of the battery materials and auxiliary materials in the solvent for highly dispersed, to form Newton-type high viscosity fluid and then to make sure that the active substances, conductive agent, binder and other additives are fully mixed, evenly distributed.
The control points:
- (1) Raw materials should meet the process requirements, such as material type and model, the amount of each component;
- (2) Positive electrode can not bring water;
- (3) Pay attention to dry equipment and control indoor humidity;
- (4) PVDF dissolution process is relatively slow, PVDF should be dissolved in NMP before pulping, CMC is also a difficult solution, CMC should be dissolved in water before pulping; PVDF and CMC should be fully dissolved and evenly dispersed. If there is particle binder or thickener, the mixing time must be increased or the mixing process changed.
- (5) After the addition of conductive agent and active substance, the slurry should be uniform, no agglomeration particles, and the bubble in the slurry should be removed, anode viscosity: 4000-10000mpa.s, cathode viscosity: 1500mpa.s, slurry viscosity and solid content have an important impact on the coating process.
Solid content test method:
Solid content = slurry mass after curing/slurry mass *100%
3.2 Coating and drying:
The content of working process:
The coating process is to apply the slurry to the current collector, drying is to remove all solvents in the slurry. Lithium battery electrode coating is obviously different from the general coating : slurry wet coating is thick, slurry is Newton type high viscosity fluid, fluid flow is required shear stress, change with the change of flow rate.
The adjustment of coating thickness is difficult to be carried out according to a standard way, which is also the difficulty in the process of coating machine. It requires a high degree of operator’s proficiency and experience. The accuracy of polar sheet coating is very high, the thickness deviation is about ±3um, so the requirements for the equipment is very high.
The control points:
- (1) to ensure the consistency of coating as far as possible, the operation should pay attention to the change of slurry viscosity, the change of liquid level height on the hopper, the change of coating speed;
- (2) The thin layer of slurry on the aluminum foil is dried in the oven, and the NMP solvent (NMP boiling point 202℃, flash point 95℃) is removed. Drying is too slow, the coating surface has fluidity, thickness is unstable, drying too fast, PVDF film is formed on the surface, and the volatilization of NMP solvent in the interior will cause wrinkling phenomenon on the surface layer. In order to ensure uniform evaporation of NMP, segmentation drying is usually used, with the highest temperature in the middle section. Positive electrode is generally 100-130℃, cathode electrode if the water system, drying temperature is generally 75-90℃; And drying process NMP volatilization, coating paste composition changes constantly, so the amount of NMP solvent preparation paste, heating method and heating time, this has an impact;
- (3) heating temperature or time is not enough, it is difficult to remove the liquid in the slurry, so that part of the binder is dissolved, resulting in active substance peeling; Heating temperature is too high, the crystallization of the binder, will also make the active substance peeling, resulting in short circuit in the cell. In addition, improper drying temperature and drying time will also cause aluminum foil oxidation and wet pole
- (4) Coating and drying to do the first three inspection thickness, quality, size meet the requirements, and regular inspection of the corresponding pulping speed, baking time, clearance, etc.
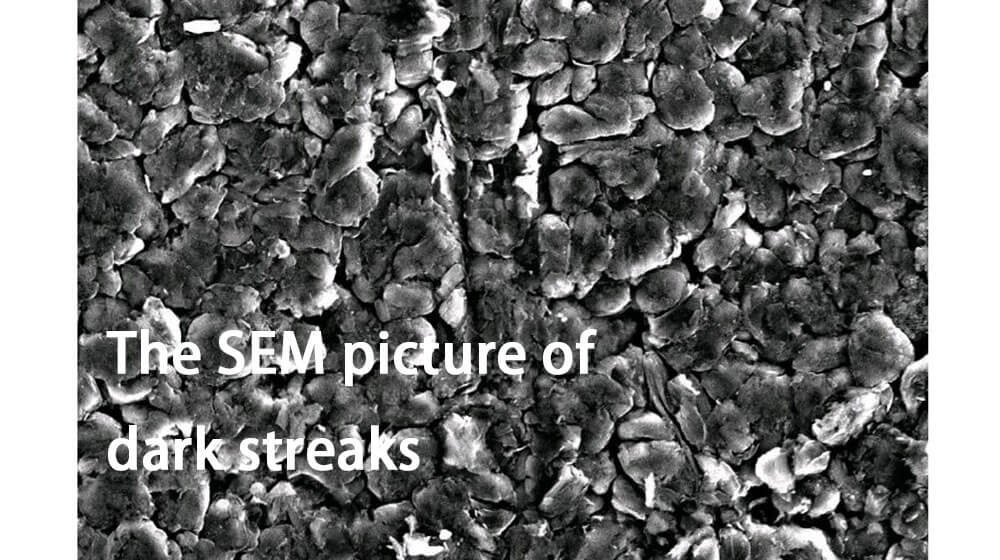
Explanation of streaks and dark streaks:
Dark mark is due to part of the pole piece surface thickness is uneven when coating, showing color difference and appearance of dark mark.
The reason of uneven thickness may be:
- (1) in the process of pulping, there are foreign bodies or uneven surface of the blade (there are gaps), resulting in uneven surface thickness of the pole sheet;
- (2) linear marks before or after roller pressing: more because the blade did not open the grain, or there is a small dry slurry stuck on the blade.
3.3 Calendering and slicing
The content of working process:
On the one hand, the electrode sheet can be compacted to increase the specific capacity of the electrode sheet, so that the active substance can fully contact with the conductive agent and the collector, which is conducive to the electrochemical performance of the active substance.
On the other hand, after rolling, the strength of the pole piece is improved, and the finish is increased, which is beneficial to the subsequent processing and reduces the loss.
The control points:
- (1) pay attention to the requirements of thickness when rolling;
- (2) when pressing, attention should be paid to bubbles, material, pole deformation, wave edge, etc.;
- (3) The bigger the roller diameter, the better;
- (4) The cutting size of the pole piece meets the technological requirements, no material falling off, no wavy edge, and burrs meet the technological requirements;
3.4 pole piece

The control points:
- (1) No powder, wavy edge;
- (2) The size of the pole piece meets the technological requirements;
- (3) Pasting and electrode lug welding meet the requirements;
- (4) Burr meets the process requirements.

3.5 Roll into the bottom welding groove of shell point
There are the following control points following the cathode covering the anode principle:
- (1) winding the head and tail, the cathode pole exceeds the anode pole more than 5mm;
- (2) The cathode pole of the edge of the pole covers the anode pole (X-ray detection). Ps: What measures does the company take to test whether the battery has an internal short circuit?
- (3) point bottom welding in line with the process requirements – welding tension, not virtual welding, but welding.
- (4) The rolling groove conforms to the process size, no appearance problems such as coating loss, no warping gasket phenomenon.
3.6 Baking liquid injection
The primary purpose of all control points: moisture control!
Moisture unqualified consequences: CID turnover after cell composition capacity, low volume and low pressure cell, poor circulation and so on.
In addition:the amount of liquid injection is also an important control point.
3.7 Sealing
Control points:
- (1) Meet the sealing process size;
- (2) Air tightness meets the requirements;
- (3) No appearance problems.
3.8 Formation and capacity grading
Formation: set the working step according to the process requirements, small current discharge, the final voltage is not higher than 3.7V;
Capacity grading: set the capacity grading step according to the process requirements;
PS: Temperature has a great influence on formation and capacity, so the workshop temperature should be controlled.
Formation purpose:
(1) Activate anode and cathode materials;
(2) The anode forms SE film.
The film forming reaction is generally in: voltage <1.2V
When the voltage is lower than 2.5V, H2 and C02 are mainly generated; when the voltage is higher than 3.0V,EC, EMC and DMC decompose and produce other alkane gases. The cell produces the most gas at 3.0-3.5V; SEI film is basically generated after 3.5V; when the voltage is higher than 3.8V, DMC and EMC decompose and produce the most gas.
4 Basic concept of lithium ion battery
Voltage:
voltage 3.0-4.2/2.5-4.2(unit: V) when the electrical appliance is working, the voltage keeps dropping when discharging. The platform voltage refers to the voltage that accounts for most of the whole discharge time. The general nominal voltage is the center voltage of the platform voltage.Around this voltage, the voltage changes slowly when charging and discharging.
Internal resistance:
electrochemical impedance of the core itself, including ohm resistance and nuclear chemical resistance. When discharging at large current, internal resistance has a particularly significant impact on discharge characteristics (unit :mΩ).
Capacity:
refers to the amount of electricity that can be obtained from a battery under certain discharge conditions, namely, the current over time (unit: mAh or Ah).

Rate: a statement of the discharge capacity of a cell at a multiple of its nominal capacity.
Cycle: refers to the cycle times when the secondary battery is charged and discharged according to a certain system and its performance degrades to a certain degree.
Storage performance: After storage for a period of time, the battery performance will change due to the influence of some factors, resulting in battery self-discharge, electrolyte leakage, battery short circuit, etc.
Discharge characteristics: refers to the battery under a certain discharge system, its working voltage stability, voltage platform and high current discharge performance, it shows the capacity of the battery generation load.

IEC61960 states that the rules for cylindrical and square lithium ion batteries are as follows.
Cylindrical lithium ion battery: three letters followed by five numbers.
Three letters, I for lithium ions and L for lithium metal or lithium alloy electrodes. The second letter stands for the cathode material, C for cobalt, N for nickel, M for manganese, and V for vanadium. The third letter, R, stands for cylinder.
Five numbers, the first two numbers for diameter, the last three numbers for height, in mm.
For example: ICR 18650 is 18mm diameter, 65mm height of the general 18650 cylindrical lithium ion battery.