
Cathode batching
The cathode of lithium battery is composed of active material, conductive agent, binder, etc.
First, confirm and bake the raw materials. Generally, the conductive agent needs to be baked at ≈120℃ for 8 hours, and the binder PVDF needs to be baked at ≈80℃ for 8 hours. Whether the active material (LFP, NCM, etc.) needs to be baked and dried depends on the raw material status. Currently, the general lithium battery workshop requires temperature of ≤40℃ and humidity of ≤25%RH.
After drying is completed, the PVDF glue solution (PVDF solute, NMP solution) needs to be prepared in advance. The quality of PVDF glue is crucial to the internal resistance and electrical performance of the battery, and the factors that affect glue application include temperature and stirring speed.
The higher the temperature, the yellowing of the glue will affect the adhesion. If the stirring speed is too high, the glue will be easily damaged. The specific rotation speed depends on the size of the dispersion disk. Generally, the linear speed of the dispersion disk is 10-15m/s (high dependence on equipment). At this time, the mixing tank is required to turn on the circulating water, and the temperature should be ≤30℃.

Batch the cathode slurry. At this time, you need to pay attention to the order of adding materials. First add the active material and conductive agent, mix slowly, and then add the glue. The feeding time and feeding ratio must also be strictly implemented according to the lithium battery manufacturing process.
Secondly, it is necessary to strictly control the revolution and rotation speed of the equipment. Generally, the dispersion linear speed should be above 17m/s. It depends on the performance of the equipment. Different manufacturers vary greatly. Also control the vacuum and temperature of the stirring.
At this stage, it is necessary to regularly detect the particle size and viscosity of the slurry, and the particle size and viscosity are closely related to the solid content, material properties, feeding sequence and lithium battery manufacturing process. At this time, the conventional process requires temperature of ≤30℃, humidity of ≤25%RH, and vacuum degree of ≤-0.085mpa.
Transfer the slurry to the transfer tank or coating workshop. When the slurry is transferred out, it needs to be screened. The purpose is to filter large particles, sedimentation and remove ferromagnetic and other substances. Large particles affect the coating and may lead to the risk of excessive battery self-discharge or short circuit; excessive ferromagnetic material in the slurry may lead to excessive battery self-discharge and other defects.
The process requirements at this lithium battery manufacturing process is: temperature≤40℃, humidity≤25%RH, screen mesh≤100 mesh, and particle size≤15um.
Anode batching
The anode of lithium battery is composed of active material, conductive agent, binder and dispersant.
First, confirmation of raw materials. The conventional anode system is a water-based mixing process (the solvent is deionized water), so there are no special drying requirements for the raw materials. This lithium battery manufacturing process requires the conductivity of deionized water to be≤1us/cm. Workshop requirements are: temperature≤40℃, humidity≤25%RH.
Prepare glue solution. After the raw materials are confirmed, the glue solution (composed of CMC and water) should be first prepared. At this time, pour graphite C and conductive agent into the mixer for dry mixing.
It is recommended not to vacuum and turn on the circulating water, because the particle extrusion friction and heat generation are serious during dry mixing. The speed is low speed 15~20rpm, and the scraping cycle is 2-3 times with an interval of ≈15min.
Pour the glue solution into the mixer and start vacuuming (≤-0.09mpa). Scraping cycle at low speed 15~20rpm for 2 times, then adjust the speed (low speed 35rpm, high speed 1200~1500rpm), and run for 15min~60min, depending on the wet process of each manufacturer. Finally, pour SBR into the mixer.
It is recommended to stir at low speed, because SBR is a long-chain polymer. If the speed is too fast for a long time, the molecular chain will easily break and lose activity. Recommended low speed is 35-40rpm, high speed is 1200~1800rpm, for 10-20min.
Test the viscosity (2000~4000 mPa.s), particle size (35um≤), solid content (40-70%), vacuum and sieve (≤100 mesh). The specific process values will vary depending on the physical properties of the material and the mixing process. Workshop required temperature is≤30℃, and humidity is ≤25%RH.
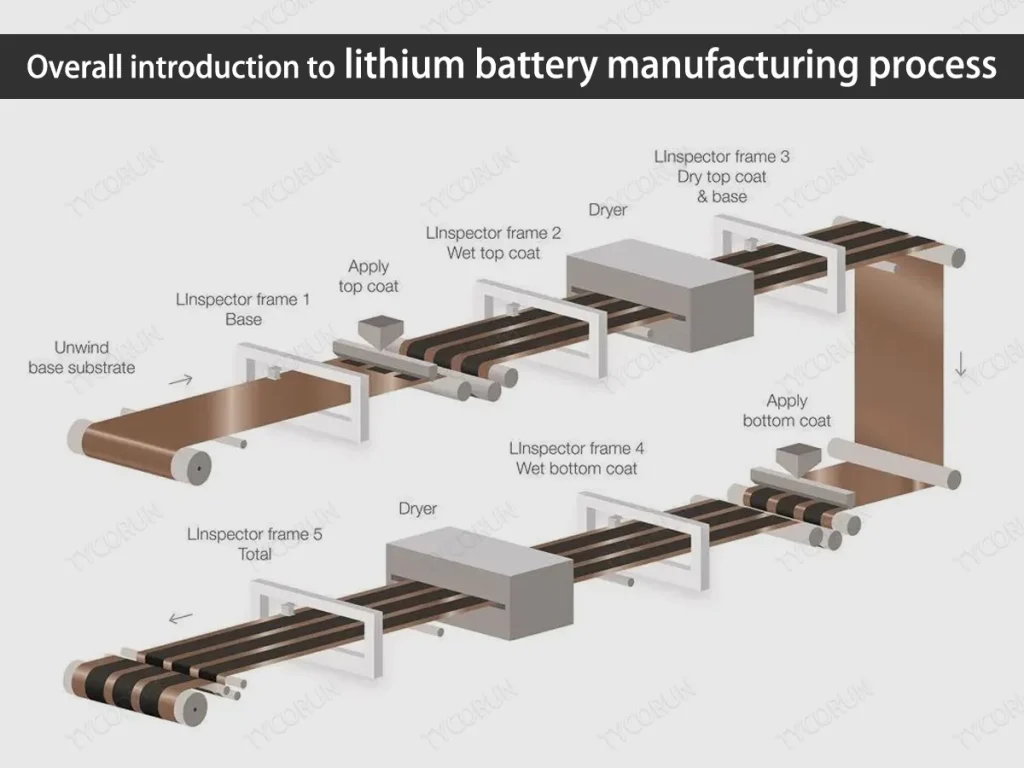
Coating
Cathode coating
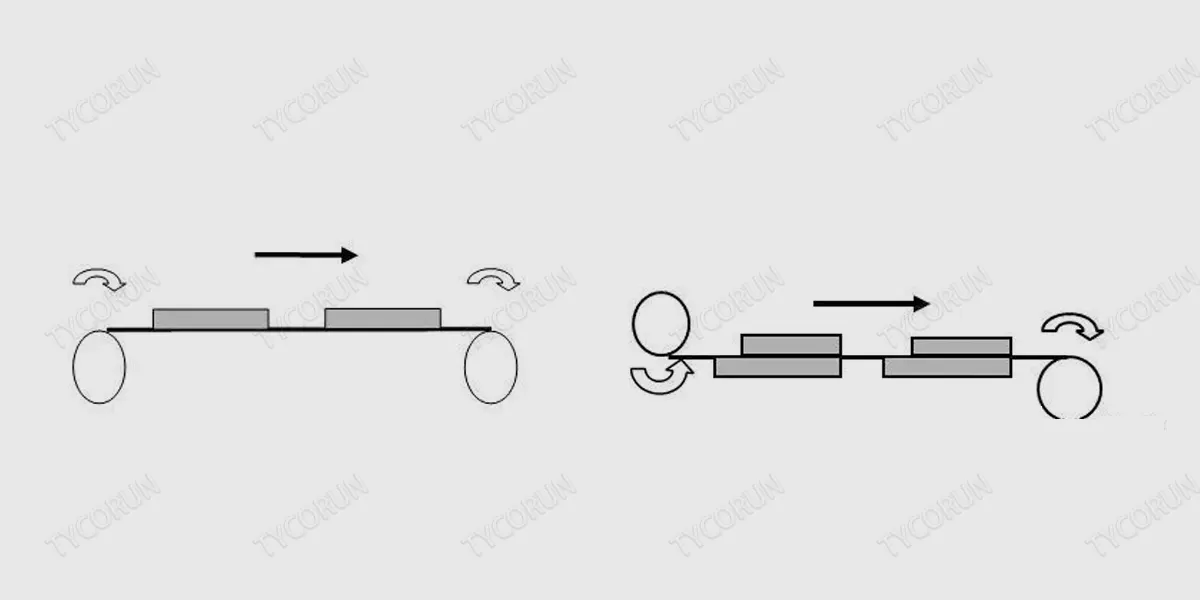
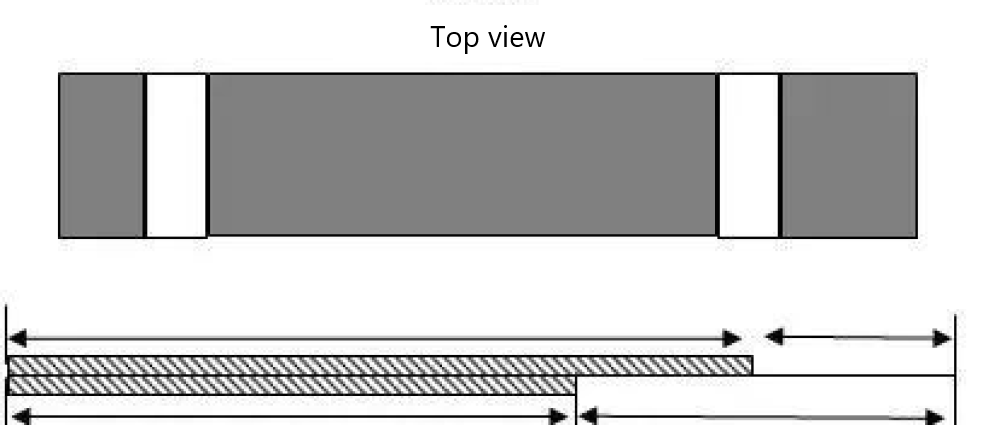
This lithium battery manufacturing process means extruding or spraying the cathode slurry on the AB surface of the aluminum current collector, with a single surface density of ≈20~40 mg/cm2 (ternary lithium battery type), and the coating oven temperature is normally 4-8 knots or more, the baking temperature of each section is adjusted from 95℃ to 120℃ according to actual needs to avoid horizontal cracks and solvent dripping during baking cracking.
The transfer coating roller speed ratio is 1.1-1.2, and the gap position is thinned by 20-30um, to avoid excessive compaction at the tab position due to tailing, which may lead to lithium precipitation during the battery cycle.
And the coating moisture is ≤2000-3000ppm (depends on the materials and workmanship). The cathode temperature in the workshop should be ≤30℃ and the humidity should be ≤25%. The schematic diagram is as below:
Anode coating
This lithium battery manufacturing process means extruding or spraying the anode slurry on the AB surface of the copper current collector. The density on one side is ≈ 10~15 mg/cm2. The coating oven temperature is usually 4-8 sections (or more), each section The baking temperature of 80℃~105℃ is adjusted according to actual needs to avoid baking cracks and horizontal cracks.
The transfer roller speed ratio should be 1.2-1.3, the gap should be thinned 10-15um, the coating moshould beture should be ≤3000ppm, the anode temperature in the workshop should be ≤30℃, and the humidity should be ≤25%.
Cathode sheeting
After the cathode coating is dried, the roller needs to be aligned within the process time. The roller is used to compact the electrode sheet (the mass of the dressing per unit volume). Currently, there are two cathode sheeting methods in lithium battery manufacturing process: hot pressing and cold pressing.
Hot pressing has higher compaction and lower rebound rate than cold pressing. However, the cold pressing process is relatively simple and easy to operate and control. The main equipment of the roller is to achieve the following process values, compaction density, rebound rate, and elongation.
At the same time, it is necessary to pay attention to the fact that there are no brittle chips, hard lumps, falling materials, wavy edges, etc. on the surface of the pole sheet, and no breaks are allowed in the gaps. At this time, the workshop environment temperature: ≤23℃, humidity: ≤25%.
Current true density of conventional materials:
Elongation: The cathode sheet is generally ≈1.002

After the cathode roll is completed, the next step is to separate the entire pole sheet into small strips with the same width (corresponding to the height of the battery). When dividing the strips, pay attention to the burrs of the pole sheet. It is necessary to fully inspect the burrs in the X and Y directions of the pole sheet with the help of two-dimensional equipment.
The longitudinal burr length process Y ≤ 1/2 H diaphragm thickness. Workshop ambient temperature should be≤23℃ and dew point should be≤ -30℃.
Anode sheeting
The lithium battery manufacturing process of anode sheeting is the same as that of the cathode, but the process design is different. The ambient temperature of the workshop should be≤23°C, and the humidity should be ≤25%.
True density of common anode materials:
Commonly used anode compaction
Rebound rate: Generally rebound 4-8um
Elongation: The cathode sheet is generally ≈1.002
The lithium battery manufacturing process of anode striping is similar to the cathode striping process, and both X and Y direction burrs need to be controlled. Workshop ambient temperature should be≤23℃ and dew point should be≤ -30℃
Cathode sheet preparation
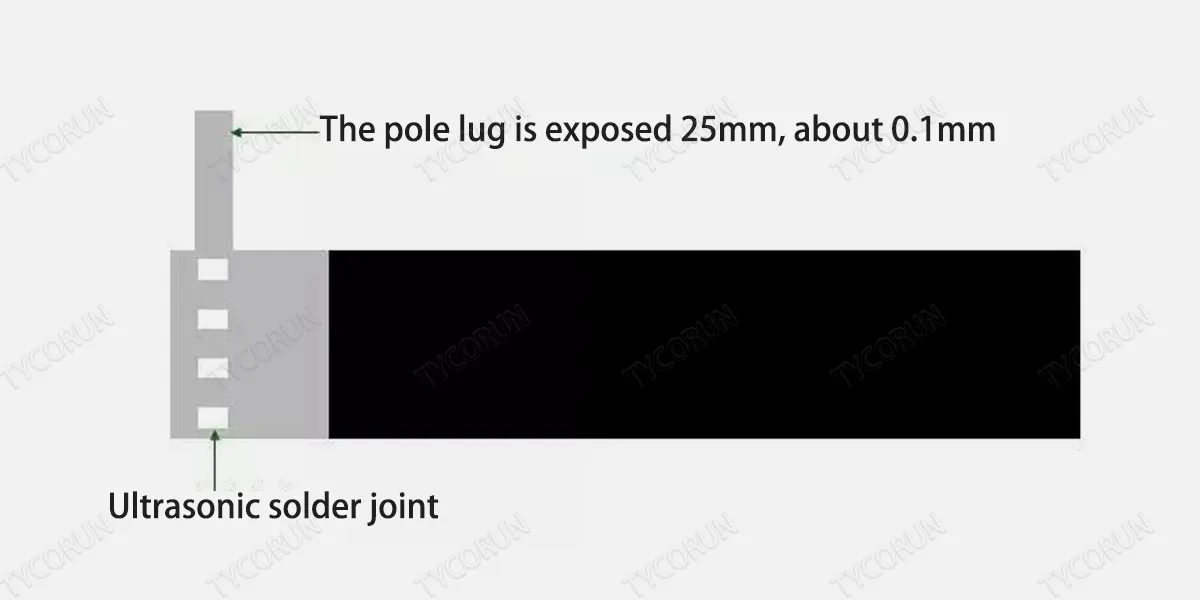
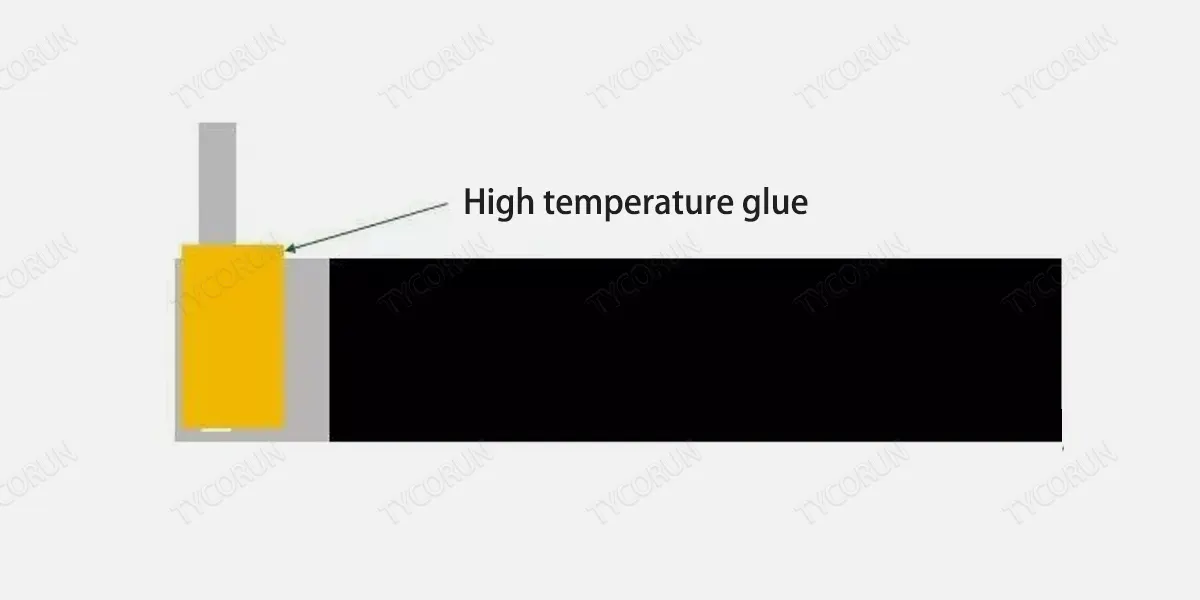
After the striping is completed, the cathode sheet needs to be dried (120°C), and then the aluminum tabs are welded and the tabs are encapsulated. At this process, the pole lug length and shaping width need to be considered.
Taking the **650 design (like 18650 battery) as an example, the design of exposing the pole lug mainly takes into account the reasonable coordination of the cathode lug when welding the cap and the rolling groove. If the pole lug is exposed too long, short circuit is easy to happen between the pole lug and the steel shell during rolling groove.
If the pole lug is too short, the cap cannot be welded. At present, ultrasonic welding heads are available in linear and point shapes, and domestic processes mostly use linear ones due to overcurrent and welding strength considerations.
In addition, high-temperature glue is used to cover the tabs, mainly to avoid the risk of short circuit caused by metal burrs and metal debris. The ambient temperature of the workshop should be≤23℃, the dew point should be≤-30℃, and the cathode moisture content should be≤500-1000ppm.
Anode sheet preparation
The anode sheet needs to be dried (105-110°C), and then the nickel tabs are welded and the tabs are encapsulated. Lug length and shaping width also need to be considered. The ambient temperature of this workshop should be≤23℃, the dew point should be≤-30℃, and the moisture content of the anode should be≤500-1000ppm.
Winding
Winding is to wind the separator, cathode sheet, and anode sheet into a single core through the winding machine. The principle is to use the anode to wrap the cathode, and then separate the cathodes and anodes through a separator.
Because the anode of the conventional system is the control electrode of the battery design, the capacity design is higher than that of the cathode, so that the Li+ of the cathode can be stored in the “vacancy” of the anode during formation charging. Winding requires special attention to winding tension and pole sheet alignment.
Small winding tension will affect the internal resistance and shell insertion rate. While excessive tension may cause the risk of short circuit or fragmentation. Alignment refers to the relative position of the anode, cathode and separator. The width of the anode is 59.5mm, the cathode is 58mm, and the separator is 61mm. The three are aligned in the play to avoid the risk of short circuit.
The winding tension is generally between positive tension 0.08-0.15Mpa, negative tension 0.08-0.15Mpa, upper diaphragm tension 0.08-0.15Mpa, and lower diaphragm tension 0.08-0.15Mpa. The specific adjustment depends on the equipment and process. The ambient temperature of this workshop should be≤23℃, the dew point should be≤-30℃, and the moisture content should be≤500-1000ppm.

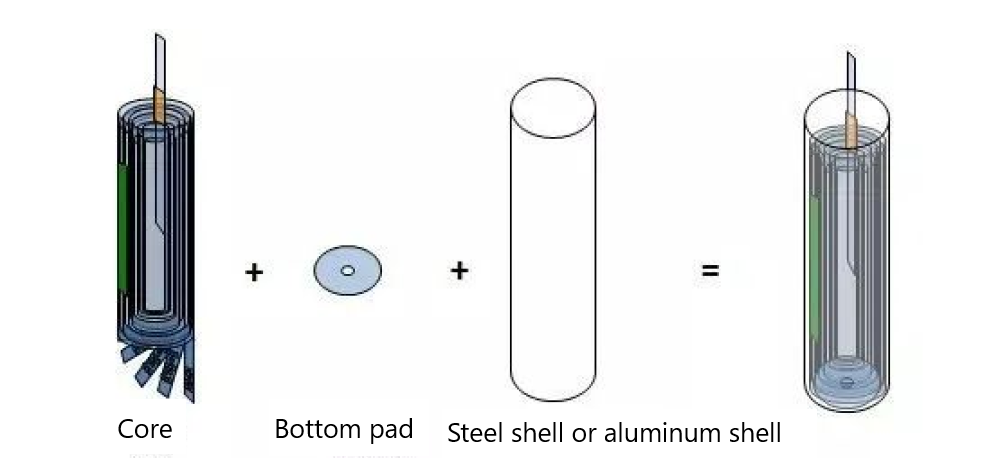
Shelling
Before the core is put into the shell, Hi-Pot test voltage 200~500V is required (to test whether there is a high voltage battery short circuit), and also dust suction treatment is required, to further control dust before being put into the shell.
The three major control points of lithium batteries are moisture, burrs, and dust. After the previous process is completed, insert the lower pad into the bottom of the core and bend the anode tab so that the tab surface faces the core winding pin hole, and finally insert the steel shell or aluminum shell verticall. Ttaking the 18650 model as an example, the outer diameter ≈ 18mm+ Height≈71.5mm.
When the cross-sectional area of the winding core < the inner cross-sectional area of the steel shell, the shell insertion rate will be approximately 97% to 98.5%. Because the rebound value of the pole sheet and the degree of liquid penetration during later injection must be taken into consideration.
In the same process as the surface pad, the top pad is also assembled. The ambient temperature of this workshop should be≤23℃, and the dew point should be≤-40℃.
Rolling
Insert the soldering pin (usually made of copper or alloy) into the middle of the core. Commonly used welding pins are Φ2.5*1.6mm, and the welding strength of the anode tab should be≥12N to be qualified.
If it is too low, it will easily lead to false welding and the internal resistance will be too high. If it is too high, it will easily weld off the nickel layer on the surface of the steel shell, resulting in solder joints, leading to hidden dangers such as rust and liquid leaking.
The simple understanding of rolling groove is to fix the winding core in the shell without shaking. In this lithium battery manufacturing process, special attention must be paid to matching the transverse extrusion speed and the longitudinal pressing speed to avoid cutting the shell if the transverse speed is too high, and the nickel layer of the notch will fall off if the longitudinal speed is too fast or affect the height of the groove to affect the sealing.
It is necessary to check whether the process values of groove depth, expansion, and groove height meet the standards (through actual and theoretical calculations).
Common hob specifications are 1.0, 1.2, and 1.5mm. After the rolling groove is completed, the entire machine needs to be vacuumed again to avoid metal debris. The vacuum degree should be≤-0.065Mpa and the vacuuming time should be 1~2s. The ambient temperature of this workshop is required to be≤23℃, and the dew point is ≤-40℃.
Battery cell baking
After the cylindrical battery cell has been rolled and grooved, the next lithium battery manufacturing process is very important: baking. During the production process of battery cells, a certain amount of moisture will be introduced. If the moisture is not controlled within the standard in time, it will seriously affect the performance and safety of the battery.
Generally, an automatic vacuum oven is used for baking. The cells to be baked are placed neatly, the desiccant should be placed in the oven, and set the parameters, and raise the temperature to 85°C (taking lithium iron phosphate cells as an example).
Here are several baking standards of different sizes of battery cells:
Liquid injection
This lithium battery manufacturing process is to conduct a moisture test on the baked battery cell. Only after it meets the previous baking standards can it be proceed to the next step: injecting electrolyte.
Quickly put the baked cells into the vacuum glove box, weigh them, record the weight, put on the liquid injection cup, and add the electrolyte with the designed weight into the cup (generally, a liquid soak battery test will be carried out: put the battery into the cup).
Put the core into the electrolyte, soak it for a period of time, test the maximum liquid absorption capacity of the cell (usually the liquid is injected according to the experimental volume), put it into a vacuum box to vacuum (vacuum degree ≤ -0.09Mpa), and accelerate the penetration of the electrolyte into the electrode.
After several cycles, take out the battery cell and weigh it. Calculate whether the injection volume meets the design value. If it is less, it will be needed to replenish it. If it is more, just pour out the excess until it meets the design requirements.
Glove box environment is required to be temperature≤23℃ and dew point≤-45℃.

Welding
In this lithium battery manufacturing process, put the cap into the glove box in advance, fasten the cap to the lower mold of the super welding machine with one hand, and hold the battery cell with the other hand.
Align the cathode lug of the battery cell with the cap terminal lug. After confirming that the cathode lug is aligned with the cap terminal lug, step on the ultrasonic welding machine. And step on the foot pedal switch of the welding machine.
Afterwards, a fully inspection of the battery cell should be processed to check the welding effect of the tabs.
- Observe whether the tabs are aligned.
- Pull the tabs gently to see if they are loosened.
- Cells whose caps are weakly soldered need to be super-soldered again.